.avif)
Rhushik Matroja
CEO
Across mechanical engineering, from aerospace brackets to automotive chassis systems to industrial housings, engineers are routinely forced into a premature commitment to a single manufacturing process long before the optimal design is known. The geometry gets shaped around that choice, simulation validates it, tooling is quoted, and by the time the team discovers a better pathway existed, the cost of switching is prohibitive. This "process-first" bias drives material waste, over-engineered components, and costly late-stage redesigns in every sector where performance and producibility are in tension.
To truly de-risk high-performance engineering, organizations must shift toward Manufacturing-Driven Design (MDD) powered by manufacturing agnosticism: the capability to evaluate multiple processes (such as AM, CNC machining and die casting) in parallel, with process-specific constraints active from the first iteration. In a recent automotive suspension upright case study, this approach achieved a 30% mass reduction while maintaining structural integrity, and engineering lead time collapsed from 96 hours to just 4 hours.
The mechanics of process lock-in are deceptively simple. An engineering team begins concept development and, based on legacy habit, rough volume estimates, or supplier familiarity, selects a manufacturing pathway early in the project. Choose die casting, and you inherit 8-week tooling lead times and geometry constrained by draft angles and split lines. Choose additive manufacturing, and you risk per-unit costs that may never justify the performance gains at production volume. Choose CNC machining, and cycle times and fixture complexity become binding constraints on geometry.
Each of these decisions cascades through the entire development program. The geometry is shaped around a single process. Simulation validates that geometry. Tooling is quoted. Suppliers are engaged. By the time the team discovers that an alternative manufacturing pathway would yield a lighter, cheaper, or more producible component, the cost of switching has become prohibitive.
The fundamental problem is not that engineers choose poorly. It is that they are forced to choose at all before the design space has been adequately explored. In an industry where less than 5% of production volume relies on additive manufacturing, roughly 40% involves precision CNC machining, and approximately 25% of metal components are die cast, optimizing for a single process while ignoring the others leaves enormous value on the table.
The real risk is not selecting the wrong process. It is never knowing what the right answer looks like because the alternatives were never explored with equivalent rigor.
Manufacturing agnosticism is frequently misunderstood as a simple post-hoc comparison: design the part, then estimate what it would cost to produce via different methods. That approach captures none of the value, because the geometry itself has already been optimized for a single set of manufacturing constraints.
True manufacturing agnosticism means something fundamentally different. It is the ability to explore various processes in parallel (additive manufacturing, CNC machining, die casting, injection molding...), with process-specific Design for Manufacturing (DFM) constraints active during the optimization phase itself. The distinction matters enormously. When casting draft angles, machining accessibility zones, and AM overhang limits are embedded into the generative design process from the outset, the resulting geometries are not theoretical concepts that require months of refinement. They are manufacturable candidates, each shaped by the rules of its intended production method.
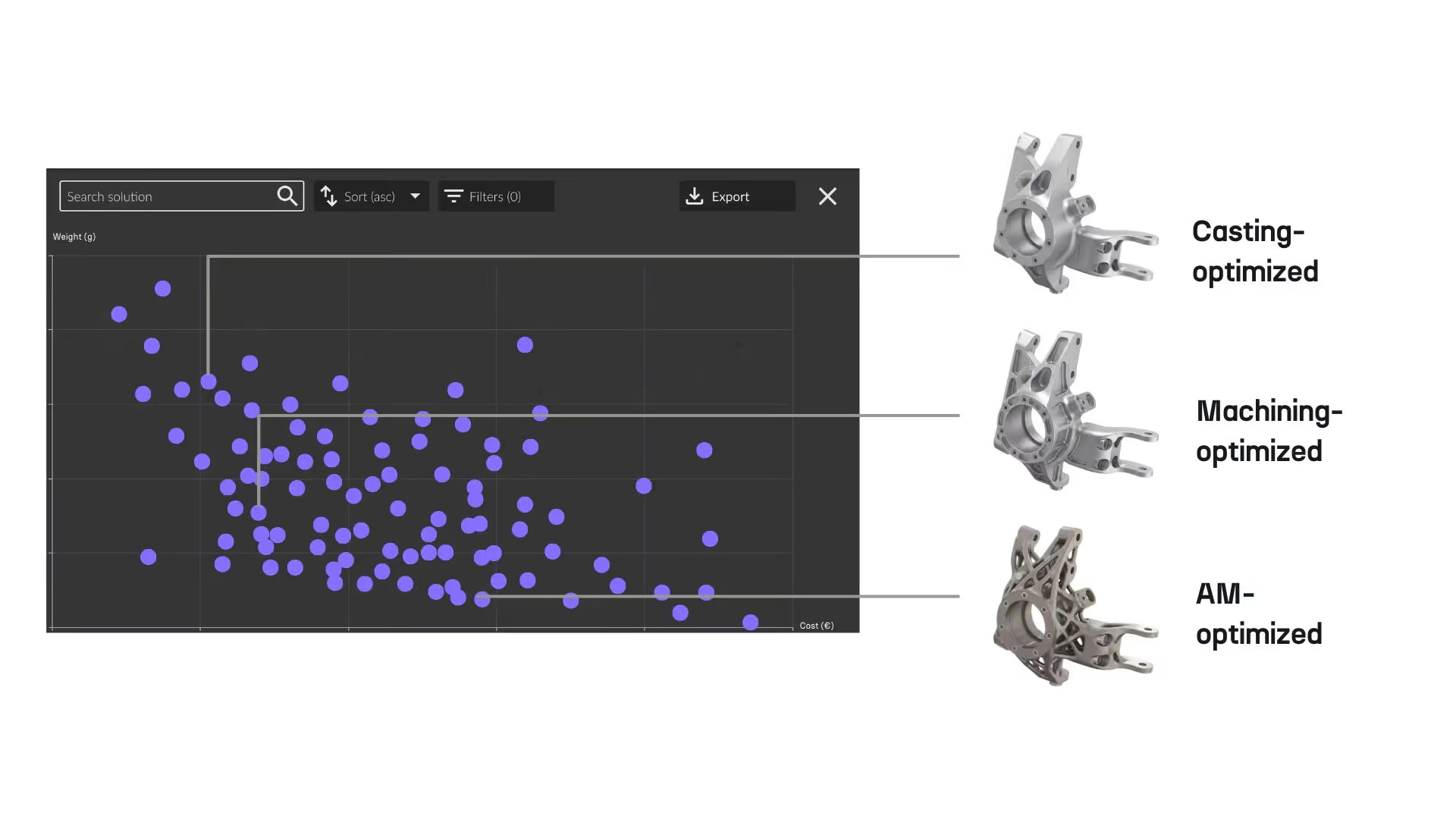
The recent optimization of a high-performance automotive suspension upright demonstrates what becomes possible when manufacturing agnosticism moves from theory to practice. Rather than designing for a single production method and hoping the result would transfer to alternatives, the engineers leveraged Cognitive Design and utilized a Design of Experiments (DoE) workflow to generate over 100 design variations in parallel, each constrained by the rules of its target manufacturing process.
The workflow evaluated three distinct manufacturing pathways simultaneously, with each pathway enforcing its own set of producibility constraints from the first iteration.
The critical insight is that these were not three separate projects. They were three branches of a single parametric workflow, sharing the same load cases (2G braking, 3G vertical bumps), the same packaging constraints, and the same performance targets. The only variable was the manufacturing process and its associated rules.
The automotive upright case illustrates a principle that extends far beyond a single component. Industry consensus, supported by decades of manufacturing research, holds that roughly 70% of a component's manufacturing cost is determined by decisions made during the design phase. Yet in the traditional workflow, manufacturing visibility arrives far too late to influence those decisions without costly rework.
When a topology-optimized bracket achieves theoretical weight savings of 40% but requires five-axis machining operations, specialized fixtures, and triple the cycle time, the business case collapses. When a die cast housing design reaches tooling only to discover that wall thickness variations will cause porosity defects, the redesign cycle consumes four to six weeks and cascades through supplier commitments, certification timelines, and downstream assembly schedules.
Manufacturing-Driven Design eliminates this pattern by embedding producibility analysis into every design iteration from the concept stage. Within Cognitive Design, the workflow follows four integrated stages: Geometry Analysis, Risk Identification, Automated Repair, and Validation. This four-stage loop executes within seconds for each variant, meaning that engineers exploring 60 or more design alternatives receive manufacturability feedback on every single one.
Manufacturing agnosticism and multi-process design exploration are computationally intensive, which is why most commercial platforms rely on cloud-based processing. However, for many of the industries that stand to benefit most from this approach, cloud deployment is simply not viable.
Cognitive Design runs entirely on local infrastructure. No cloud connectivity is required, and no data leaves organizational control. All uploaded geometry, generated designs, simulation results, and workflow definitions remain on local servers or workstations.

Request a demo to see how Cognitive Design by CDS can revolutionize your engineering workflow
.avif)
.avif)